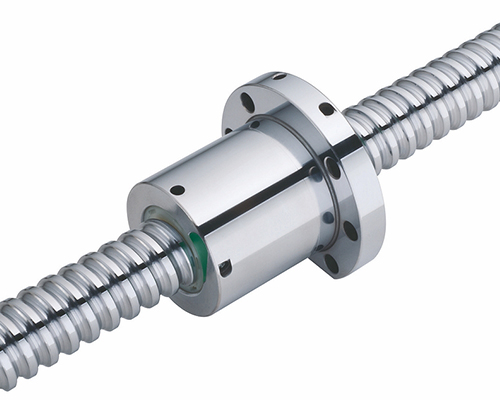
當數控機床出現反向誤差大、定位精度不穩定、過象限出現刀痕時,首先要檢測絲杠系統有沒有間隙。檢測的方法有:用百分表配合鋼球放在絲杠的一端中心孔中,測量絲杠的軸向竄動,另一塊百分表測量工作臺移動。正反轉動絲杠,觀察兩塊百分表上反映的數值,根據數值不同的變化確認故障部位。

| 精耐特 | 福州精耐特機械工業有限公司(www.yyhhl.com) 聯系人:龔先生 座機:0591-22777001 22777002 郵箱:[email protected] [email protected] 地址:福州青口鎮前洋村 技術支持: 熱搜:HIWIN上銀直線導軌 滾珠絲桿 | 查看手機站 |